TẨY TRẮNG MỐI HÀN INOX VÀ PHÔI ĐÚC INOX – PHÂN TÍCH CHUYÊN SÂU TỪ GÓC NHÌN KỸ THUẬT
Thứ 5, 19/03/2026
Administrator
285
Thứ 5, 19/03/2026
Administrator
285
Phân tích chuyên sâu tẩy trắng inox: phương pháp hóa học, phương pháp điện hóa, phương pháp cơ học và quy trình xử lý mối hàn, phôi inox đúc hiệu quả cao.
I. Tổng quan về Tẩy trắng mối hàn Inox
Trong ngành gia công cơ khí inox, đặc biệt là lĩnh vực chế tạo kết cấu và đúc chi tiết, công đoạn tẩy trắng bề mặt sau hàn hoặc sau đúc đóng vai trò quan trọng trong việc đảm bảo chất lượng sản phẩm cuối cùng.
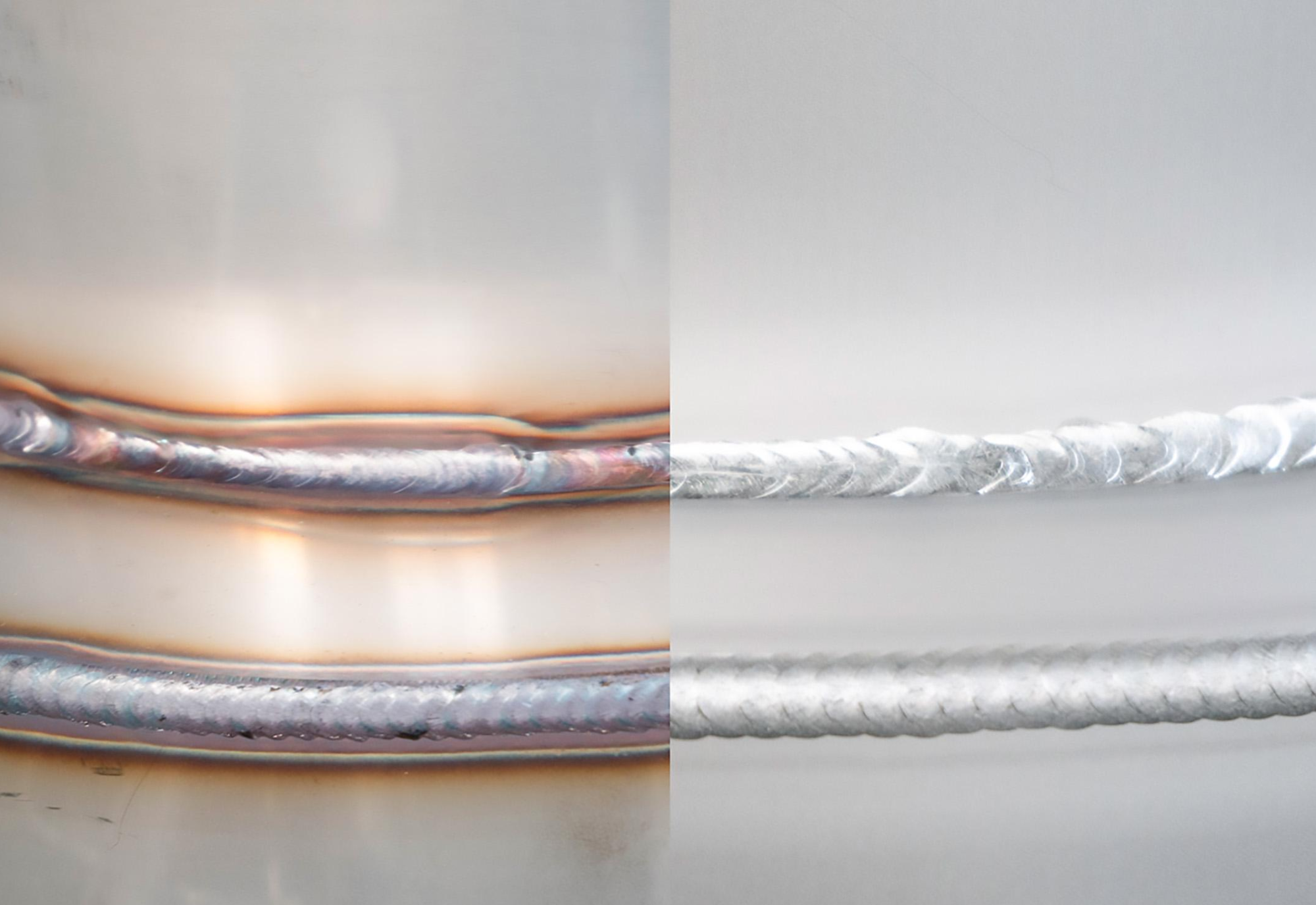
Sau khi hàn, khu vực mối nối thường xuất hiện các vết cháy màu vàng, xanh hoặc đen do quá trình oxy hóa ở nhiệt độ cao, hình thành các lớp oxit kim loại và phá vỡ lớp màng thụ động crom vốn có của inox.
Điều này không chỉ làm mất đi tính thẩm mỹ mà còn khiến vật liệu trở nên nhạy cảm hơn với môi trường, dễ phát sinh hiện tượng ăn mòn cục bộ hoặc gỉ sét tại chính vị trí mối hàn nếu không được xử lý đúng cách.
II. Bản chất của quá trình Tẩy trắng mối hàn Inox
- Xét về bản chất, việc tẩy mối hàn inox không đơn thuần là làm sạch bề mặt mà là quá trình loại bỏ lớp oxit không ổn định, đồng thời tái tạo lại lớp màng thụ động bảo vệ kim loại.
- Hiện nay, trong thực tế sản xuất tồn tại ba nhóm phương pháp chính gồm cơ học, hóa học và điện hóa. Phương pháp cơ học sử dụng các tác động vật lý như mài, đánh bóng nhằm loại bỏ lớp cháy hàn.
- Tuy nhiên, cách này thường làm mất luôn lớp màng bảo vệ tự nhiên của inox, đồng thời dễ gây trầy xước hoặc biến dạng bề mặt nếu tay nghề không cao. Vì vậy, phương pháp cơ học chỉ phù hợp với các chi tiết đơn giản, yêu cầu kỹ thuật không quá cao và thường đóng vai trò xử lý sơ bộ hơn là giải pháp hoàn thiện.
III. Các phương pháp Tẩy trắng mối hàn Inox
3.1 Phương pháp cơ học
- Trong tẩy mối hàn inox là kỹ thuật sử dụng các tác động vật lý như mài, đánh bóng hoặc dùng sáp để loại bỏ lớp cháy xém và oxit trên bề mặt kim loại.
- Cách này có ưu điểm là dễ thực hiện, không sử dụng hóa chất nên an toàn hơn về mặt môi trường, tuy nhiên lại tồn tại nhiều hạn chế như làm mất lớp màng thụ động chống ăn mòn của inox, dễ gây trầy xước hoặc biến dạng bề mặt nếu thao tác không chuẩn.
- Do đó, phương pháp cơ học thường chỉ phù hợp với các chi tiết đơn giản, bề mặt phẳng và chủ yếu đóng vai trò xử lý sơ bộ trước khi áp dụng các phương pháp tối ưu hơn như hóa học hoặc điện hóa.

3.2 Phương pháp hóa học
- Trong khi đó, phương pháp hóa học được xem là giải pháp phổ biến và hiệu quả hơn trong công nghiệp. Nguyên lý của phương pháp này là sử dụng hỗn hợp các axit có khả năng ăn mòn để hòa tan lớp oxit kim loại tại vùng mối hàn.
- Các axit thường được sử dụng bao gồm axit nitric (HNO3) với vai trò oxy hóa mạnh và tạo lại lớp thụ động, kết hợp với axit hydrofluoric (HF 55%) để phá vỡ các oxit cứng đầu.
- Ngoài ra, các axit như HCl, H2SO4 hoặc axit hữu cơ cũng có thể được bổ sung nhằm điều chỉnh tốc độ phản ứng và mức độ ăn mòn.
- Điểm mấu chốt của phương pháp hóa học nằm ở việc cân bằng tỷ lệ giữa các thành phần: nếu hàm lượng HF 55% quá cao, quá trình tẩy diễn ra nhanh nhưng có nguy cơ ăn mòn sâu vào nền kim loại; ngược lại, nếu HNO3 chiếm ưu thế, khả năng thụ động hóa tốt nhưng hiệu quả làm sạch lại giảm. Chính vì vậy, việc lựa chọn công thức hóa chất phù hợp với từng loại inox là yếu tố quyết định đến chất lượng sau xử lý.
.png)
3.3 Phương pháp điện hóa
- Phương pháp điện hóa còn được gọi là đánh bóng điện phân. Phương pháp này kết hợp giữa dung dịch điện ly và dòng điện một chiều để tạo ra phản ứng oxy hóa và khử diễn ra nhanh chóng trên bề mặt kim loại.
- Điểm đặc biệt của điện hóa là khả năng “tự san phẳng” bề mặt, khi các đỉnh nhám bị hòa tan nhanh hơn so với vùng lõm, từ đó tạo ra bề mặt mịn và có độ bóng cao, thậm chí đạt mức bóng gương. Không chỉ dừng lại ở việc làm sạch, phương pháp này còn giúp hình thành lớp màng crom oxit mới bền vững hơn, tăng cường khả năng chống ăn mòn của inox.
- Đây cũng là lý do vì sao điện hóa ngày càng được ứng dụng rộng rãi trong các ngành yêu cầu tiêu chuẩn cao như thực phẩm, y tế và thiết bị công nghiệp chính xác.

IV. Tẩy trắng phôi Inox đúc
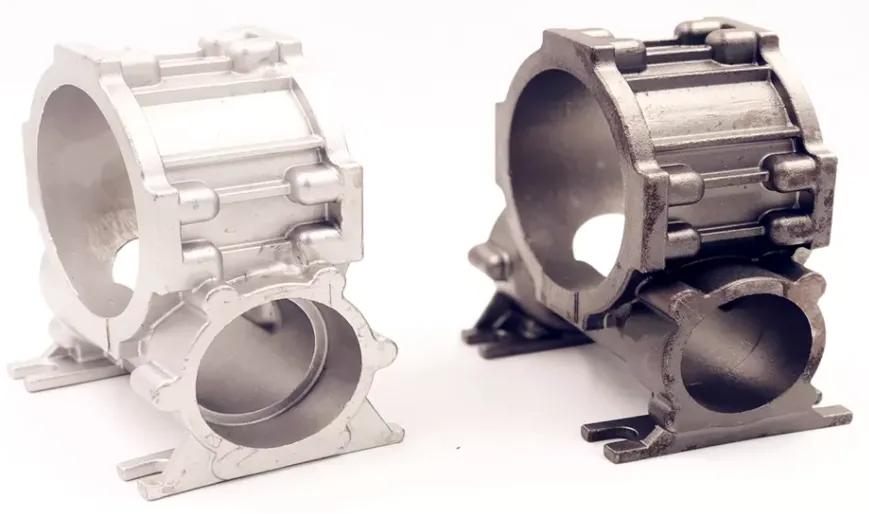
- Đối với phôi inox đúc, bài toán xử lý bề mặt còn phức tạp hơn do đặc thù bề mặt thô, tồn tại nhiều lớp oxit dày và tạp chất từ quá trình đúc.
- Trong trường hợp này, việc chỉ sử dụng một phương pháp đơn lẻ thường không đạt hiệu quả tối ưu. Thay vào đó, quy trình xử lý thường là sự kết hợp giữa các phương pháp: cơ học để loại bỏ lớp thô ban đầu, hóa học với nồng độ axit mạnh hơn để làm sạch sâu, và cuối cùng là điện hóa để hoàn thiện bề mặt và tăng độ bóng.
--> Cách tiếp cận đa bước này giúp đảm bảo vừa làm sạch triệt để, vừa duy trì được cấu trúc và tính chất cơ học của vật liệu.
V. Quy trình kỹ thuật và an toàn trong Tẩy trắng Inox
- Từ góc độ vận hành thực tế, quy trình tẩy mối hàn inox yêu cầu sự tuân thủ nghiêm ngặt về kỹ thuật và an toàn.
- Người thực hiện cần xác định chính xác loại inox để lựa chọn dung dịch phù hợp, kiểm soát thời gian tiếp xúc hóa chất, thực hiện rửa sạch và trung hòa bề mặt sau khi tẩy nhằm tránh hiện tượng ăn mòn tiếp diễn.
- Đồng thời, yếu tố an toàn lao động và xử lý môi trường cũng cần được đặt lên hàng đầu, đặc biệt khi sử dụng các hóa chất có tính ăn mòn mạnh như HF.
* Quy trình tẩy mối hàn Inox
1. Chuẩn bị bảo hộ
2. Xác định loại inox
3. Pha dung dịch đúng tỷ lệ
4. Quét/phun hóa chất (5–15 phút)
5. Rửa sạch bằng nước
6. Trung hòa bằng dung dịch kiềm
7. Sấy khô
*Lưu ý an toàn khi Tẩy trắng Inox:
- Không để axit tiếp xúc da/mắt
- Làm việc nơi thông thoáng
- Xử lý nước thải đúng quy định
- Không dùng sai tỷ lệ hóa chất
VI. Kết luận về lĩnh vực Tẩy trắng Inox
- Nhìn chung, xu hướng phát triển của ngành tẩy trắng inox hiện nay đang chuyển dịch theo hướng tối ưu hóa hiệu quả và giảm thiểu rủi ro.
- Các dung dịch thân thiện môi trường, công nghệ điện hóa và quy trình tự động hóa đang dần thay thế các phương pháp truyền thống. Việc lựa chọn đúng giải pháp không chỉ giúp nâng cao chất lượng sản phẩm mà còn góp phần tối ưu chi phí sản xuất và gia tăng giá trị cạnh tranh cho doanh nghiệp.
Công ty TNHH Công Nghiệp Nguyễn Phát là nhà nhập khẩu và phân phối trực tiếp hóa chất cơ bản, cung cấp số lượng lớn cho các ngành xi mạ, inox, dệt nhuộm, cao su, xử lý nước và khoáng sản. Ngoài ra, chúng tôi còn cung cấp các dòng sản phẩm HF 55%, H2SO4, H2O2 50% Thái Lan, HNO3 Hàn Quốc, Xút vảy Ấn Độ, Muối lạnh, HCL, Kẽm Oxit (ZnO), CaCL2 India,.....
Hotline: 0932 099 488 ; 0902 489 382
Email: hoachatnguyenphat@gmail.com
Website: congnghiepnguyenphat.com
Địa chỉ: 50/1A Đường TL29, Phường An Phú Đông, TP. Hồ Chí Minh, Việt Nam
-
 Công ty cung cấp hóa chất nhập khẩu số lượng lớn tại Bình Dương |Hóa Chất Nguyễn Phát07/05/2026
Công ty cung cấp hóa chất nhập khẩu số lượng lớn tại Bình Dương |Hóa Chất Nguyễn Phát07/05/2026 -
 Luật hóa chất 202520/03/2026
Luật hóa chất 202520/03/2026 -
 CÔNG NGHỆ XI MẠ KẼM CHUA – NGUYÊN LÝ, ƯU ĐIỂM VÀ ỨNG DỤNG TRONG CÔNG NGHIỆP HIỆN ĐẠI26/11/2025
CÔNG NGHỆ XI MẠ KẼM CHUA – NGUYÊN LÝ, ƯU ĐIỂM VÀ ỨNG DỤNG TRONG CÔNG NGHIỆP HIỆN ĐẠI26/11/2025 -
 Các điểm mới của Luật Hoá chất 202524/11/2025
Các điểm mới của Luật Hoá chất 202524/11/2025 -
 Hóa Chất Xi Mạ | Ứng Dụng, Phân Loại Và Quy Trình Xi Mạ Công Nghiệp Hiện Đại21/10/2025
Hóa Chất Xi Mạ | Ứng Dụng, Phân Loại Và Quy Trình Xi Mạ Công Nghiệp Hiện Đại21/10/2025 -
 Xi Mạ Công Nghiệp | Giải Pháp Tiên Tiến Trong Sản Xuất23/10/2025
Xi Mạ Công Nghiệp | Giải Pháp Tiên Tiến Trong Sản Xuất23/10/2025 -
 Cao Su Tự Nhiên & Cao Su Tổng Hợp | Ứng Dụng, Đặc Tính20/10/2025
Cao Su Tự Nhiên & Cao Su Tổng Hợp | Ứng Dụng, Đặc Tính20/10/2025 -
 Hóa Chất Sản Xuất Cao Su | Danh Mục Hóa Chất Quan Trọng Trong Ngành Cao Su14/10/2025
Hóa Chất Sản Xuất Cao Su | Danh Mục Hóa Chất Quan Trọng Trong Ngành Cao Su14/10/2025 -
 HF55 | Hóa Chất Làm Sạch Bề Mặt Kim Loại Hiệu Quả Cao – Tăng Độ Bám Xi Mạ13/10/2025
HF55 | Hóa Chất Làm Sạch Bề Mặt Kim Loại Hiệu Quả Cao – Tăng Độ Bám Xi Mạ13/10/2025 -
 Tẩy Dầu NP9 Là Gì? Ứng Dụng, Cách Pha Và Ưu Điểm Nổi Bật Của NP927/11/2025
Tẩy Dầu NP9 Là Gì? Ứng Dụng, Cách Pha Và Ưu Điểm Nổi Bật Của NP927/11/2025